")
")
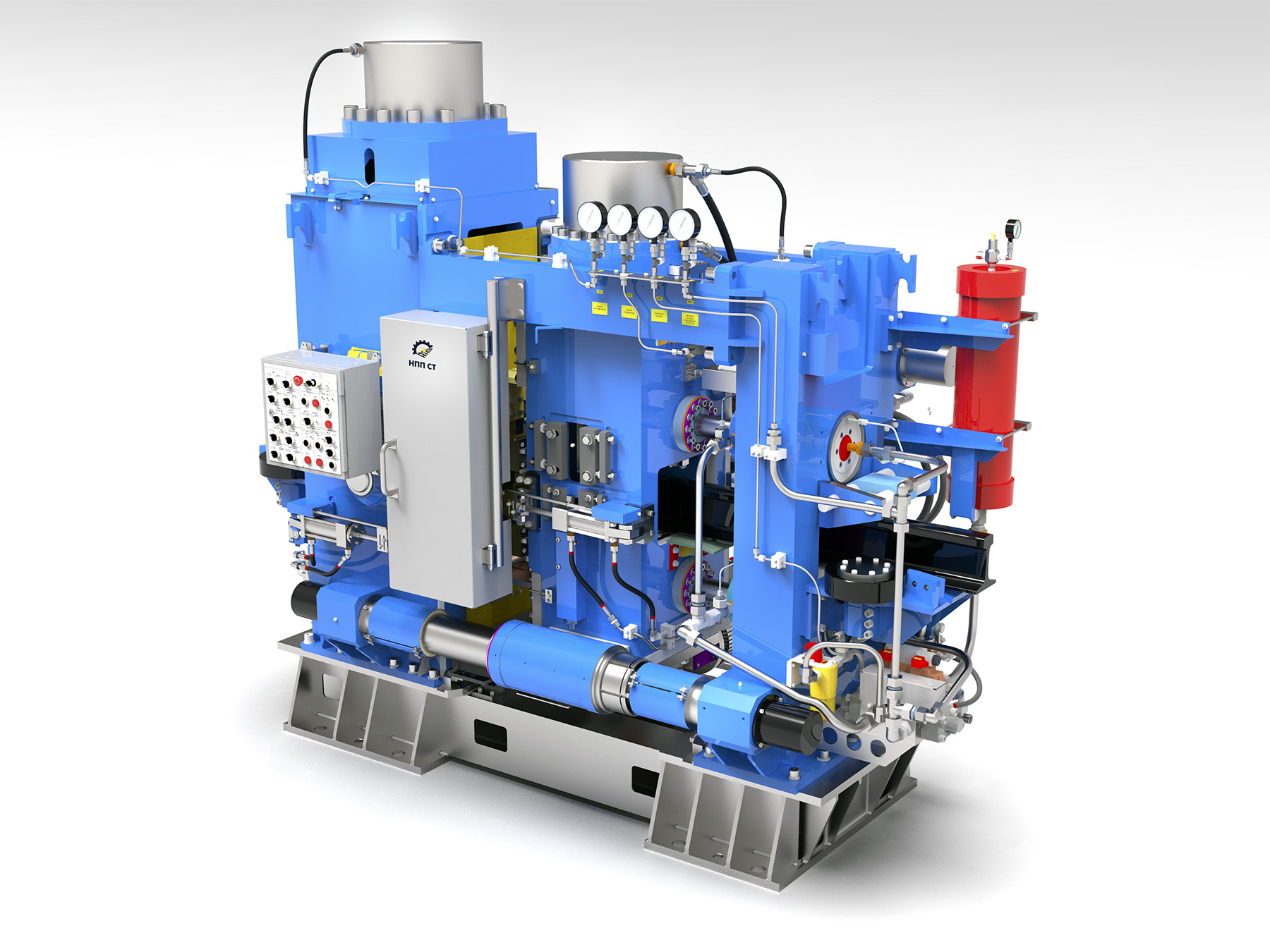
Рельсосварочная машина типа МСУ – 84 УХЛ4 предназначена для контактной стыковой сварки стыков рельсов типа Р50, Р65, Р75 непрерывным или пульсирующим оплавлением в стационарных условиях со снятием грата непосредственно после сварки. Машина применяется в составе технологической линии сварки длинномерных рельсовых плетей в условиях стационарного рельсосварочного предприятия.
Система управления машиной МСУ – 84 УХЛ4 собственной разработкой компании НПП «Сварочные технологии» и обеспечивает формирование сигналов управления исполнительными механизмами, обработку сигналов датчиков в ручном (наладочном) и полуавтоматическом режимах, формирование технологического цикла машины в соответствии с заданными параметрами сварки.
Задание параметров сварки осуществляется с панельного компьютера, расположенного на двери шкафа управления или ноутбука. Непосредственное управление исполнительными устройствами машины производится с пульта управления оператора, расположенного на сварочном устройстве.
Система управления обеспечивает возможность функционирования в следующих режимах работы:
- основной режим – полуавтоматический (обеспечивает функционирование оборудования в цикле, т.е. с подтверждением выполнения последовательных циклов агрегата оператором с пульта управления), при этом процесс позиционирования свариваемых торцов рельсов относительно друг друга должен быть автоматическим;
- ручной режим - выполнение всех действий исполнительными механизмами на основании сигнала, подаваемого оператором с пульта управления;
- тестовый режим.
Система управления машины выполнена на базе промышленного контроллера Omron серии NX. Интерфейс системы управления машиной МСУ – 84 УХЛ4 обеспечивает:
- задание и контроль технологических параметров, определяющих качество сварного соединения;
- контроль состояния исполнительных механизмов машины;
- предоставление оператору в режиме реального времени информации о ходе технологического процесса сварки;
- накопление и хранение информации о протекания процесса сварки каждого стыка;
- выдачу паспорта на каждый стык;
- формирование паспорта сварного соединения с указанием следующей информации: дата, время, номер плети, номер стыка, результат сварки в формате ГОДЕН/БРАК, основные технологические параметры машины во время выполнения цикла;
- хранение архива паспортов сваренных стыков;
- самоконтроль и самодиагностику.
Технические характеристики рельсосварочной машины МСУ – 84 УХЛ4
Наименование параметра |
Норма |
|
Напряжение питающей трехфазной сети переменного тока, В |
380 |
|
Частота питающей сети, Гц |
50 |
|
Наибольшая мощность короткого замыкания, кВА |
871 |
|
Наибольший вторичный ток, не менее кА |
110 |
|
Мощность сварочных трансформаторов при ПВ=50%, кВА, на номинальной ступени |
350 |
|
Номинальный длительный вторичный ток, кА |
28 |
|
Коэффициент трансформации сварочных трансформаторов по ступеням регулирования:
|
48 |
|
Номинальное усилие осадки, кгс |
84 000 |
|
Номинальное усилие зажатия, кгс |
210 000 |
|
Ход подвижного корпуса, мм, не менее |
145 |
|
Ход прижимов, мм, не менее |
83 |
|
Наибольшая скорость осадки, мм/сек, не менее |
30 |
|
Пределы регулирования скорости оплавления:
|
0,2 |
|
Производительность кратковременная при сварке |
15 |
|
Расстояние между электродами, мм:
|
200 |
|
Интервал вертикальной и горизонтальной корректировки, мм |
±10 |
|
Величина усиления сварного шва после снятия грата, мм, |
0,3...1,5 |
|
Наибольшая площадь поперечного сечения свариваемого изделия, мм² |
10 000 |
|
Расход охлаждающей воды при давлении 0,15 МПа (1,5кгс/см²), л/мин, не более |
60 |
|
Габаритные размеры (длина/ширина/высота), мм:
|
3055/1389/2787 1610/655/1965 |
|
Масса, кг:
|
13200 |
